
Nos últimos anos, a medida que máis e máis plantas de lavandería elixiron sistemas de lavado de túnel, as plantas de lavandería tamén teñen un coñecemento máis profundo dos sistemas de lavado de túnel e adquiriron coñecementos máis profesionais, deixando de seguir cegamente a tendencia de compra. Cada vez máis plantas de lavandería establecen o grao de limpeza, a alta eficiencia, a menor taxa de danos, o menor consumo de enerxía de auga e vapor, etc. Como parámetros e estándares importantes para a compra dunsistema de lavado de túneles, ademais de prestar atención ao funcionamento estable do equipo, ao mercar a lavadora de túneles.
Un gran número de clientes que compraron o sistema de lavado de túneles dalgunhas marcas cedo afirmaron que, ademais do aforro de man de obra, a eficiencia do uso real do sistema de lavado de túneles non mellorou e o consumo de auga, electricidade e vapor non se reduciu. Mesmo a taxa de danos aumentou moito. Isto débese a que as lavadoras de túneles dalgúns fabricantes de equipos na fase inicial son só imitacións cegas. Estes fabricantes de equipos non entenden o principio estrutural do equipo, o que resulta na produción de lavadoras de túneles que causan un gran número de danos na roupa e non poden atopar unha boa solución, e só poden reducir cegamente a presión da prensa para aliviar o fenómeno de danos na roupa do cliente. Como resultado, o contido de humidade da roupa aumenta constantemente, o consumo de enerxía de vapor dos clientes aumenta constantemente e a eficiencia dos equipos tamén diminúe constantemente.
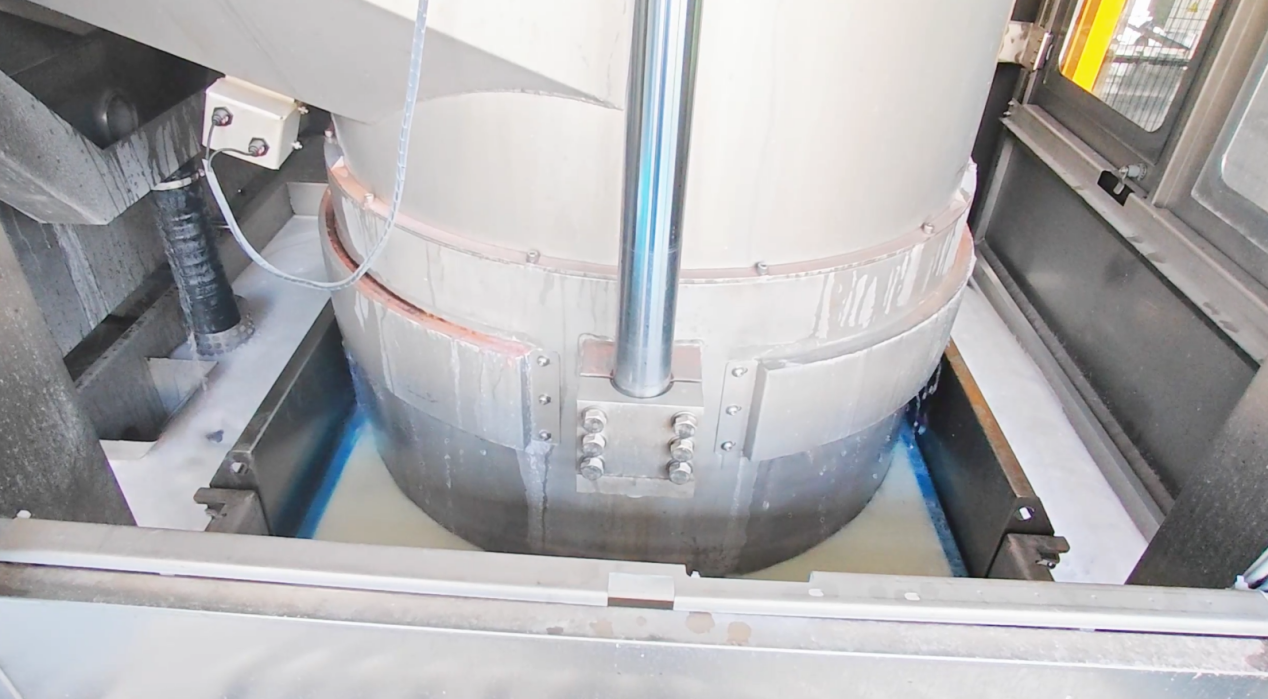
A eficiencia dolavadora de túnelese os danos na roupa están estreitamente relacionados coa prensa de extracción de auga. Se a prensa de todo o sistema de lavado de túnel non dá forza, todo o lavado de túnel tampouco dá forza. Polo tanto, a prensa é o núcleo de todo o sistema. Analizaremos en profundidade por que a prensa causará danos na roupa a partir do deseño, a estrutura e os principios.

Características dunha boa prensa de extracción de auga
● Estabilidade da estrutura
A estrutura e a estabilidade da prensa: dependen da estrutura da máquina, da configuración e do sistema hidráulico
● Tempo de apertado
O tempo de prensado dunha torta de liño: determinar a eficiencia de produción de todo o sistema de lavado de túnel
● Contido de humidade
O contido de humidade do liño despois de ser prensado: determinar se a fábrica de lavandería aforra enerxía ou non
● Taxa de dano
Reducir a taxa de rotura da roupa: control de custos e reputación da lavandería.
Daremos unha análise detallada da cuarta característica. En canto á taxa de danos de toda a planta de lavandería, ademais dos danos causados pola rebaba do tambor interior da lavadora de túnel e o envellecemento da roupa, o resto debería provir principalmente dos danos doprensa de extracción de augaCando se trata dos danos da prensa, debemos comprender o principio de funcionamento da prensa e a súa estrutura.
A configuración incorrecta dos programas de prensado
Hai varias razóns polas que a prensa pode danar a roupa de cama, e este artigo céntrase na configuración incorrecta do programa de prensa.
Na actualidade, a maior parte da roupa limpa que lava a lavandería é subministrada polo hotel, e os tipos de roupa limpa son moi complexos. As lavanderías que serven a hoteis poden ter só 40-50 clientes, mentres que algunhas máis grandes poden servir a máis de cen. As especificacións de cada roupa limpa, a densidade do tecido e o material non son os mesmos. Ademais, factores como o tempo de uso e o grao de antigüidade e modernidade son moi diferentes. Como resultado, os requisitos do procedemento de planchado son moi elevados.
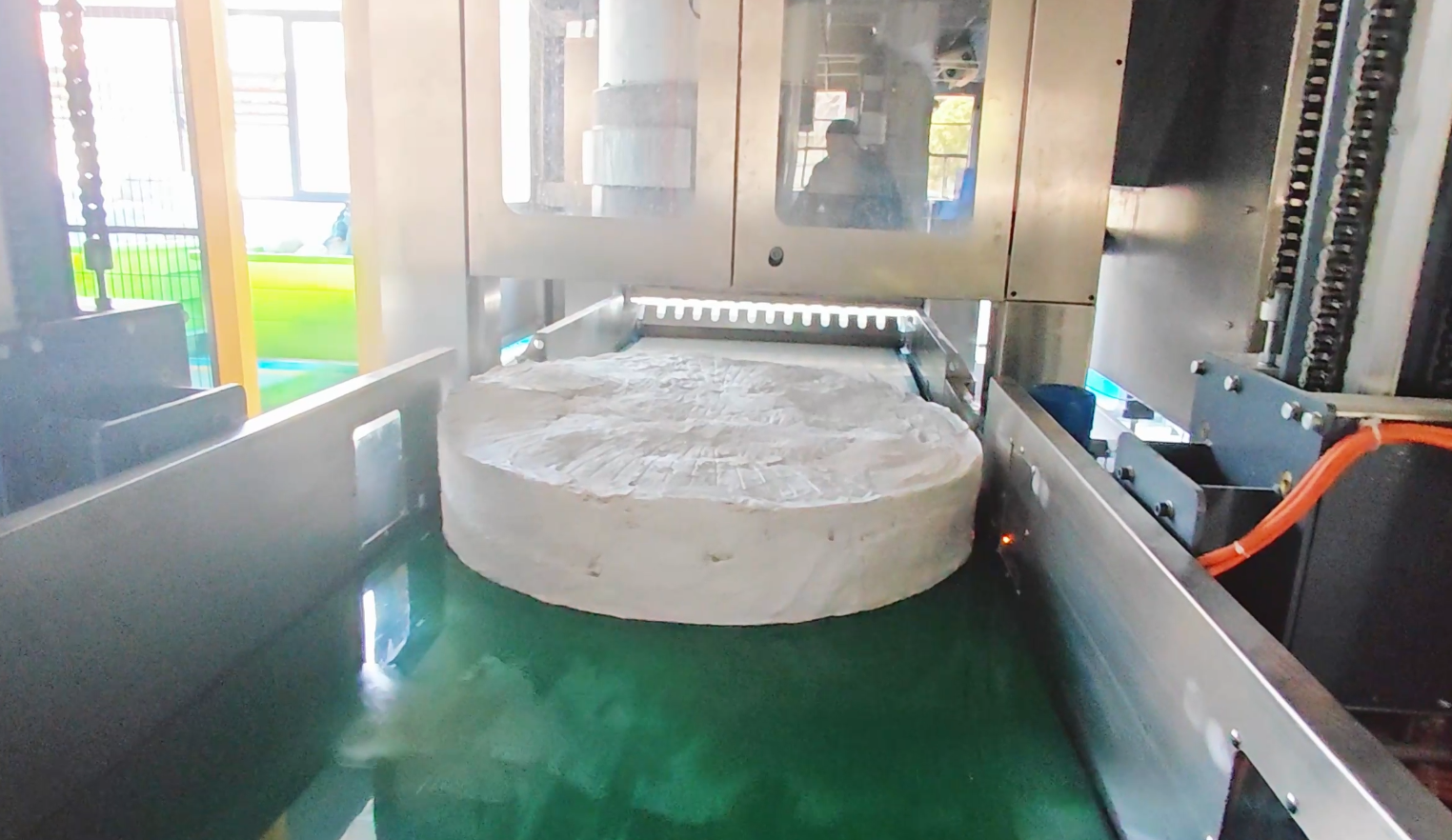
Se a eficiencia da prensa é alta, o contido de auga da prensa de liño prensado será baixo. Emprega principalmente o saco de auga para prensar a superficie do liño para a extrusión, e a auga do interior do liño exprésase rapidamente para lograr o propósito de deshidratación. A rápida descarga de auga do interior do liño producirá unha maior presión sobre o liño. Se a calidade de todo o liño é uniforme, sabemos polas probas que non hai problema en establecer un tempo de prensado e un valor de presión fixos para garantir que os danos no liño estean baixo control.
De feito, as especificacións do liño, a densidade do tecido, o material, o tempo de uso e o grao de envellecemento antigo e novo non son os mesmos. Neste momento, co mesmo tempo e presión, non hai forma de garantir que o liño prensado non se dane. Moitosplanta de lavanderíaOs propietarios preguntan cal é o motivo polo que a miña roupa de cama nova está esmagada? A densidade da roupa de cama acabada de mercar é relativamente grande e o fabricante de roupa de cama realizou un tratamento de apresto para que a roupa de cama nova pareza relativamente plana. Neste momento, a roupa de cama nova é permeable e a permeabilidade non é boa. Se a prensa presuriza a roupa de cama nun período de tempo moi curto, o aire e a auga do interior da tea non se poden expulsar a tempo. Debido á relación entre a presión, isto causará danos na roupa de cama.
Aínda que non houbo danos inmediatos, as fibras xa estaban danadas. Mesmo se a permeabilidade á auga e á permeabilidade ao aire son boas despois dun lavado durante un período de tempo, a vida útil da roupa de cama reducirase porque as fibras se danaron na fase inicial.
Solucións CLM
O sistema de prensa escollido porCLMPódense escoller diferentes procedementos de prensado segundo a complexidade da roupa de cama. (A roupa de cama divídese en: toallas, sabas, fundas de edredón, fundas de almofada, novas e antigas, algodón, poliéster, mesturas, etc.)
A vida útil do liño é diferente e a presión que o tecido pode soportar é diferente.
Existen diferentes densidades de tecido de liño e rendemento de extracción, que tamén requiren diferentes accións para controlalas.
Hai diferentes densidades de tecido de liño que requiren diferentes accións para controlar.
As prensas CLM teñen diferentes métodos de prensado para controlar a rotura debido a estes factores de influencia. A prensa CLM divídese nunha sección de preprensado e tres seccións de presión principais. Pódese escoller tanto preprensado como sen preprensado. Pode configurar completamente diferentes procedementos de prensado segundo as diferentes teas para reducir a taxa de danos da tea.
❑ Preprensado e prensado principal
A función principal da preprensaxe é: cando o liño se verte na cesta da prensa, hai máis auga e o tecido é irregular. Parte do liño está conectado á tolva. A prepresión pódese axustar a unha presión moi baixa e a posición correspondente descarga unha gran cantidade de auga e aire mentres se nivela o tecido irregular. Neste ciclo, o saco de auga non produce presión.

A continuación, aplique a prensaxe principal. A primeira sección é o proceso da segunda drenaxe e escape, e a posición do saco de auga debe premerse a través do orificio de escape da cesta da prensa para basicamente baleirar unha gran cantidade de auga e aire da roupa. Este paso pode optar por deterse para protexer a roupa. Débese garantir unha baixa velocidade e baixa presión para espremer a humidade adsorbida na roupa. Nesta fase, a roupa prénsase firmemente con presión lenta para evitar que se rompa na fase de alta presión, mentres se espreme unha gran cantidade de humidade adsorbida na roupa.
Cando o saco de auga da segunda etapa alcanza unha determinada presión, cámbiase á terceira etapa para manter a presión. A función desta etapa é espremer a auga residual. Nesta etapa pódese axustar o tempo. Canto máis tempo tarde, máis auga extraerá.
❑ Planchado de toallas
A toalla en si non se esmaga facilmente. Se un programa de planchado de toallas non pode alcanzar os 42 bar por riba de (Prensa CLMpode alcanzar os 47 bares), entón o contido de humidade das toallas será alto. O tempo de secado e o consumo de enerxía serán maiores, o que non se axusta aos requisitos do sistema de lavado de túnel estándar.
Cando se configura o programa de prensado de toallas, pódese cancelar a fase de preprensado e débese dar máis tempo á fase de prensado principal e á fase de mantemento da presión. Canto maior sexa o tempo de mantemento da presión, máis auga se extruirá, menor será o contido de humidade, máis curto será o tempo de secado e maior será o aforro de enerxía.
❑ Sabas e fundas nórdicas de alta densidade fronte a sabas e fundas nórdicas vellas
Algúns clientes do hotel seguen a usar sabas e fundas nórdicas de catro ou cinco anos que non están rotas. Para este tipo de sabas e fundas nórdicas, podemos controlar os danos axustando a velocidade, a posición e a presión de cada paso. Desenvólvense diferentes procedementos para cada roupa de cama para controlar a taxa de rotura, en lugar de reducir cegamente a presión de toda a prensa para evitar a rotura da roupa de cama, o que inevitablemente aumentará o consumo de vapor da planta de lavandería.
O deseño estrutural e os aspectos de hardware da prensa tamén terán un impacto nos danos ao liño. Continuaremos a analizalo no seguinte artigo.
Data de publicación: 16 de abril de 2025